Примеры программирования чпу по эскизу. Составление программы для токарного станка чпу с примером
Перед любым владельцем станка с ЧПУ встает вопрос выбора программного обеспечения. Софт, используемый для подобного технологического оборудования, должен быть многофункциональным и простым в использовании. Желательно приобретать лицензионные программные продукты. В этом случае программы для станков с ЧПУ не будут зависать, что позволит повысить эффективность производственных процессов.
Набор программного обеспечения для станков с ЧПУ
Выбор софта во многом зависит от типа оборудования и тех задач, которые пользователь намерен решить. Однако существуют универсальные программы, которые можно использовать практически для всех видов станков с ЧПУ. Наибольшее распространение получили следующие продукты:

1.
. Этот программный пакет был разработан для моделирования и проектирования изделий, изготавливаемых на станках. Он оснащен функцией автоматического генерирования моделей из плоских рисунков. Пакет программ ArtCAM содержит все необходимые инструменты для дизайна креативных изделий и создания сложных пространственных рельефов.
Стоит отметить, что данный софт позволяет использовать трехмерные шаблоны для создания проектов будущих изделий из простых элементов. Кроме того, программа позволяет пользователю вставлять один рельеф в другой, как в двухмерном рисунке.

2.
Универсальная программа управления LinuxCNC. Функциональным назначением этого софта является управление работой станка с ЧПУ, отладка программы обработки деталей и многое другое.
Подобный программный пакет можно использовать для обрабатывающих центров, фрезерных и токарных станков, а также машин для термической или лазерной резки.
Отличием этого продукта от других программных пакетов является то, что его разработчики частично совместили его с операционной системой. Благодаря этому программу LinuxCNC отличается расширенными функциональными возможностями. Скачать этот продукт можно совершенно бесплатно на сайте разработчика. Она доступна как в виде инсталяционного пакета, так и в виде LifeCD.
Пользовательский интерфейс этого программного обеспечения интуитивно понятный и доступный. Для бесперебойного функционирования софта на жестком диске компьютера должно быть не меньше 4 гигабайтов свободной памяти. Подробное описание программы LinuxCNC можно найти в свободном доступе в интернете.

3.
. У этого программного обеспечения огромная армия поклонников во всех странах мира. Софт используется для управления фрезерными, токарными, гравировальными и другими видами станков с ЧПУ. Этот пакет программ можно установить на любой компьютер с операционной системой Windows. Преимуществом использования данного софта является его доступная стоимость, регулярные обновления, а также наличие русифицированной версии, что облегчает использование продукта оператором, не владеющим английским языком.

4.
Mach4. Это новейшая разработка компании Artsoft. Mach4 считается преемницей популярной программы Mach3. Программа считается одной из самых быстрых. Ее принципиальное отличие от предыдущих версий заключается в наличии интерфейса, который взаимодействует с электроникой. Это новое программное обеспечение может работать с большими по объему файлами в любой операционной системе. Пользователю доступно руководство по использованию программы Mach4 на русском языке.

5.
MeshCAM. Это пакет для создания управляющих программ для станков с ЧПУ на основе трехмерных моделей и векторной графики. Примечательно, что пользователю необязательно обладать богатым опытом CNC-программирования, чтобы освоить этот софт. Достаточно обладать базовыми навыками работы на компьютере, а также точно задавать параметры, по которым будет производиться обработка изделий на станке.
MeshCAM идеально подходит для проектирования двухсторонней обработки любых трехмерных моделей. В этом режиме пользователь сможет быстро обрабатывать на станке объекты любой сложности.

6.
SimplyCam. Это компактная и многофункциональная система для создания, редактирования, сохранения чертежей в формате DXF. Это обеспечение генерирует управляющие программы и G-коды для станков с ЧПУ. Они создаются по растворным рисункам. Пользователь может создать изображение в одной из графических программ своего компьютера, а затем загрузить его в SimplyCam. Программа оптимизирует этот рисунок и переведет его в векторный чертеж. Пользователь также может использовать такую функцию, как ручная векторизация. В этом случае изображение обводится стандартными инструментами, которые используются в AutoCAD. SimplyCam создает траектории обработки изделий на станках с ЧПУ.

7.
CutViewer. Это программа имитирует обработку с удалением материала на двухосевых станках с ЧПУ. С ее помощью пользователь может получить визуализацию обрабатываемых заготовок и деталей. Использование этого софта позволяет повысить производительность технологического процесса, устранить имеющиеся ошибки в программировании, а также сократить временные затраты на проведение отладочных работ. Программа CutViewer совместима с широким спектром современного станочного оборудования. Ее действенные инструменты позволяют обнаружить серьезные ошибки в технологическом процессе и своевременно их устранить.

8.
CadStd. Это простая в использовании чертежная программа. Она используется для создания проектов, схем и графики любой сложности. С помощью расширенного набора инструментов этой программы пользователь может создать любые векторные чертежи, которые могут использоваться для проектирования фрезерной или плазменной обработки на станках с ЧПУ. Созданные DXF-файлы можно впоследствии загрузить в CAM-программы, чтобы генерировать правильные траектории обработки деталей.
Значительно повышают производительность производства и качество изготовляемой продукции. Однако для их работы необходимы специальные программы. С их помощью создаются макеты будущих изделий и задаются команды, регулирующие работу станков. Описание управляющих программ для станков с ЧПУ поможет подобрать нужный софт.
Общие сведения
В первую очередь для работы с таким станком понадобится ЗD редактор. При создании самодельных медалей, номерков или других простых изделий, можно обойтись и без подобного софта. Достаточно будет преобразовать необходимое изображение в g код. Однако макеты объемных изделий создаются в соответственных редакторах.
Объемные модели создаются в специальном софте (к примеру, Art Cam) с последующим преобразованием. Для промышленных устройств рекомендуется использовать отдельное ПО.
Большое значение имеет операционная система. Важно прямое управление портом LPT. Программное обеспечение от компании Microsoft не обладает такими возможностями (речь идет об операционных системах Windows). Для некоторого ПО задержки до 0,2 секунд будут нормальными. Однако такой софт как MATH 3, к примеру, нельзя использовать при наличии подобных задержек (станку может быть нанесен вред).
Программы для ЧПУ гораздо лучше работают в среде Линукс. Существует даже специально созданная для такой деятельности операционная система «CNC Linux». Она оптимизирована для нормальной работы со станком посредством использования порта LPT.
Перечень ПО
Количество софта для ЧПУ велико. Он различен по своему функционалу и предназначению. Некоторый софт требует наличия мощных ЭВМ. Другие образцы способны работать на менее мощных компьютерах.
Можно выделить следующее программное обеспечение:
- «Visual CAD/CAM 2014». Это пакет софта, в состав которого входит программное обеспечение, необходимое для создания управляющих программ для 3-осевых фрезеров. Кроме того, данный пакет содержит средства, визуализирующие процесс обработки;
- «Feature CAM 2011». Одна из наиболее известных утилит, которые применяются для моделирования и изготовления изделий сложной конструкции, и технологической оснастки. Автомобильная, аэрокосмическая, машиностроительная и энергетическая отрасли промышленности уже не первый год пользуются данным программным обеспечением;
- «Gibbs CAM». Предназначена для двух – пяти осевых фрезеров. При помощи данного программного обеспечения также можно заниматься несколькими видами моделирования (2D, 3D, поверхностное, каркасное и т.д.);
- «Art CAM». Лучшая утилита, с помощью которой можно проектировать объемные рельефы. Примечательной особенностью данного ПО является отсутствие необходимости дальнейшей ручной доработки.
Перечисленные выше программы для ЧПУ хорошо справляются со своей работой. Уже не первый год ими пользуются разные предприятия во всем мире.
MATH 3
Отдельно стоит упомянуть американское ПО «MATH 3». Оно подходит для разных видов фрезеров, плоттеров и токарных станков. Широко используется как профессионалами, так и любителями.
При помощи данной программы для фрезерного станка с ЧПУ можно:
- управлять несколькими координатами (до шести);
- импортировать графические изображения разных форматов напрямую;
- создавать управляющее ПО;
- управлять таким показателем, как частота вращения ;
- применять ручные генераторы импульсов;
- создавать пользовательские М-коды.
Для использования данного софта необходимо обладать ОС «CNC Linux». В противном случае обеспечить корректную работу ПО не удастся.

Создание управляющего софта
Процесс создания программы управления ЧПУ состоит из нескольких этапов. Как пример можно привести создание проекта для резьбы по дереву. Станки ЧПУ программируются в связке программного обеспечения «CAD/CAM», поэтому весь процесс работы будет состоять из трех этапов:
- Создание модели изделия. Для этого используются 3D редакторы. Работу выполняют специально обученные дизайнеры, к услугам которых и необходимо будет прибегнуть. Создаваемая модель может в будущем воплощаться в разных масштабах и размерах.
- Создание управляющей программы. Для этого используется ПО, описанное выше. Готовая модель будущего изделия импортируется в выбранный софт. В соответствии с ее размерами, формой, типом и другими параметрами составляется соответственное ПО.
- Фрезерование. Команды управляющей программы считываются станком, благодаря чему работающие органы устройства перемещаются по заранее созданным координатам, выполняя предписанные действия.
Работа со станком, управляемым при помощи ЧПУ, требует определенных знаний. Однако наличие специального программного обеспечения облегчает эту задачу.
Таким образом, работка станков с числовым программным управлением невозможна без специальных утилит. Они создаются при помощи отдельного софта. Сегодня существует большое количество такого ПО. Разный софт отличается как по функциональности, так и по требованиям к ЭВМ. Хотя для работы с ПО необходимы определенные знания, многочисленные инструкции облегчают процесс обучения.
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, задается план работы.
Разработка плана действий машин с ЧПУ начинается с построения координатных лучей, на которых с помощью числового кода распределяются точки, по ним будет проводиться действие рабочих элементов. для фрезерного станка занимается инженер-программист.
Система координат
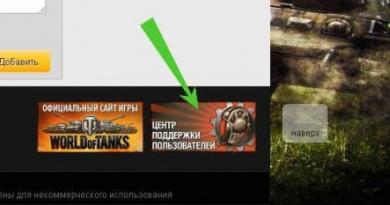
Составление программы для токарной и фрезерной машины требует определенных знаний. Для станков с цифровым управлением программу нужно составлять на декартовой координатной системе, которая включает в себя три луча, исходящие из одного центра и расположенные в пространстве перпендикулярно друг другу. Направление координатных осей задает программу для движения режущего элемента. Оси X, Y, Z распределяют в пространстве согласно определенным правилам:
- Z – совмещается с осью движения шпинделя, она направляется от крепежного элемента обрабатываемой детали к режущему элементу, она направляется как вертикально, так и горизонтально;
- ось Х представляет собой горизонтальный луч, при горизонтальном положении оси Z, ось Х пролегает вправо от левого края передней части станка, где располагается пульт, если же она лежит вертикально, то Х направляется вправо относительно токарному станку, его передней плоскости, если повернуться к ней лицом;
- чтобы определить положение оси Y, ось Х поворачивают на 90 градусов относительно оси Z.
Точка пересечения лучей является началом отсчета. Чтобы на координатной системе задать точку, следует отметить ее числовое выражение на каждом луче.
Рабочий процесс
В ходе фрезерования приходится оперировать сразу несколькими системами координат, предполагается наличие нескольких центров. Управляющая программа для станков – это сложная система, ее написание – ответственный процесс. Рабочий процесс определяется следующими точками:
- нулевая точка (М), она задается производителем и не подлежит изменению;
- нулевая точка (R), ее координаты постоянны, в момент включения машины инструмент должен располагаться в начальной точке;
- нулевая точка закрепляющего элемента инструмента (N) также неизменна, ее задает производитель, в момент отладки машины, верхняя часть режущего элемента, зафиксированного в держателе, замеряется и выставляется в нулевой точке;
- нулевая отметка заготовки (W) на станке имеет свободное расположение, оно зависит от того, какой вид обработки будет произведен, W может меняться, если деталь нужно будет обработать с обеих сторон;
- точка замены (Т), в этой точке производится замена инструментов, параметры задает программист, если устройство смены инструмента имеет вид револьверной головки, также она может быть постоянной, если фрезерный станок оснащен системой для автоматической смены инструмента.
Центр координатной системы является начальным пунктом. Современные токарные и фрезерные обрабатывающие системы работают по специальной программе. Программное обеспечение создается программистами-инженерами, при их составлении следует учесть специфику предстоящей работы.
Пример программы
Ознакомление с программами для работы со станками позволить понять процесс точения, научиться обработке деталей на фрезерных машинах. В качестве примера можно использовать фрагмент программы для станков с ЧПУ, которая составлена для обработки детали, устанавливаемой на станок. Требуется на токарных станках получить деталь с радиусом в 50 и уступом – 20 мм. В левой колонке указание программного кода, а в правой его расшифровка. Обработка детали производится согласно следующему примеру:
- N20 S1500 M03 – шпиндель, работающий со скоростью 1 500 оборотов в минуту, движение по часовой стрелке;
- N25 G00 X0 ZO – начало работы;
- N30 X20 – отход режущего инструмента по заданным параметрам;
- N40 G02 X60 Z – 40/50 F0,5 – движение резца по указанным в программе координатам;
- N50 G00 Z0 X0 – перемещение в исходное положение;
- M05 – выключение шпинделя;
- М30 – стоп программа.

Перед началом работы проводится подготовка: резец фиксируют в начальной точке заготовочного элемента, затем потребуется обнулить параметры. Примеры программ позволяют понять, как работает система, как они управляют машиной.
Ознакомление с примерами управляющих программ поможет начинающему программисту познать азы управления станком.
Токарный и фрезерный станки с софт управлением представляют собой программу, которая характеризуется технологической гибкостью. Это свойство позволяет по окончании обработки одной детали мгновенно перейти к обработке следующего изделия. Для того чтобы станок начал точение, программисты должны написать программу, где информация закодирована в числовом виде. На примере программы для токарного станка с ЧПУ, можно проследить, как работает система. Управляющие программы влияют на качество работы, к их составлению стоит подходить со всей ответственностью. Современная токарная и фрезерная машина функционирует только на основе программ. Лидером автоматизированного оборудования является .
На рис. 2.21. представлено определение координатных осей станка с ЧПУ с помощью правила правой руки: большой палец – ось Х , указательный палец – ось У , средний палец – ось Z . Для определения координатных перемещений станка правую руку тыльной стороной мысленно располагают на обрабатываемой плоскости заготовки так, чтобы полусогнутый средний палец совпадал с осью вращения инструмента.
|